
AODD pumps have been gaining popularity since the last decade and are now finding their presence in every industrial segment. AODD pumps can handle abrasive, corrosive and toxic fluids with ease which makes them the first choice to pump such fluids in any industry. However, AODD has a flip side – once the diaphragm gets ruptured the fluid comes out of the exhaust side and gets spilled near the pump.
Consider a situation where you are pumping a hazardous, corrosive fluid and the diaphragm gets ruptured. The fluid will come out and get exposed to the environment. It will not only cause health issues but also cause injury to any one present nearby. This has increased the demand for leak detection in AODD pumps in recent years.
Now, almost every AODD pump manufacturer offers leak detectors. These detectors detect the leakage in the diaphragm and shut down the pump using various mechanisms. This reduces the damage but does not eliminate it. The liquid which enters the air chamber comes out of exhaust, only, the pump shuts down and further spillage does not take place.
This is where Warren Rupp Inc, IDEX Corporation which is in AODD pump business for last 50 years makes a difference. Warren Rupp under their flagship brand SANDPIPER has a different series under the name of CONTAINMENT DUTY PUMPS for such applications.
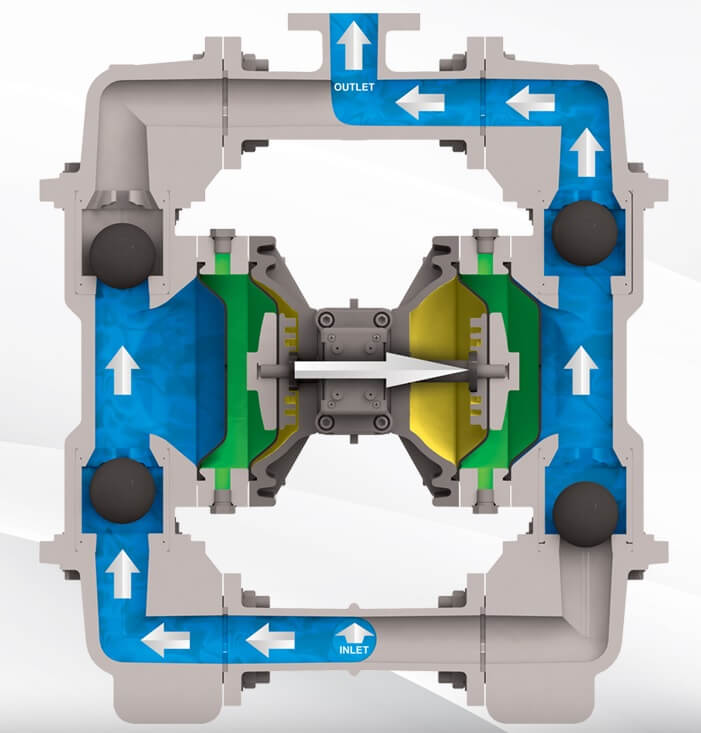
SANDPIPER containment duty pumps not only detect leakage but also prevent it from spilling out of the pump. These pumps have containment chambers that are placed next to the diaphragms. There is a set of 4 diaphragms; the one in contact with pumping liquid is known as pumping diaphragm and the other one is known as driver diaphragm (a standard pump has only 2 diaphragms). Both priming and driver diaphragms are hydraulically balanced and deliver the same flow rate as a standard pump.
The containment chamber of the pump is filled with a fluid which has chemical properties similar to the working fluid but has different conductance and dielectric constant. The process can be continued without stopping the pump even after the rupture of pumping diaphragm since driving diaphragm is present. Once the batch is completed, the pumping diaphragm can be replaced.
There are 3 types of leak detectors available with Containment Duty Pump:
- Visual Leak Detector – It has a visual tube installed on the containment chamber and once the diaphragm is ruptured, the fluid gets mixed with working fluid which results in a change of colour. This is visible in the tube, indicating the rupture.
- Mechanical Plunger – The detector has an O-ring which reacts with the working fluid on the diaphragm rupture and gets expanded due to chemical attack. This actuates a plunger which in turn activates a solenoid valve installed on air-line which shuts down the pump.
- Electronic Leak Detector – Sensors installed at containment chambers work on the principle of conductance or dielectric, where mixing of fluids on diaphragm rupture leads to generation of small current. This in turn can be coupled with potential free contact like relay to control the on/off switch of the pump and it can be coupled with customer’s DCS/SKADA/PLC.
Key Features
- Offers leak detection and protection
- Fluid does not come out of exhaust
- No maintenance required for air-section as liquid does not enter
- Process can be continued without stopping the pump
- High accuracy and reliability in leak detection with no false alarms
- No replacement of sensors after diaphragm rupture
- Easy to maintain and requires only diaphragm replacement
Spills can result in significant expense due to product loss, cleaning of hazardous material and system downtime. Spills resulting from pump diaphragm failure also put operators at serious risk. SANDPIPER Containment Duty Pumps help you avoid this and give you a better and safer work environment.